The Comprehensive Guide to Capsule Sorting Machines: Maximizing Quality Control and Production Efficiency
Automated Sorting: The Turning Point Where Capsule Production Lines Shift from “Scale” to “Precision”
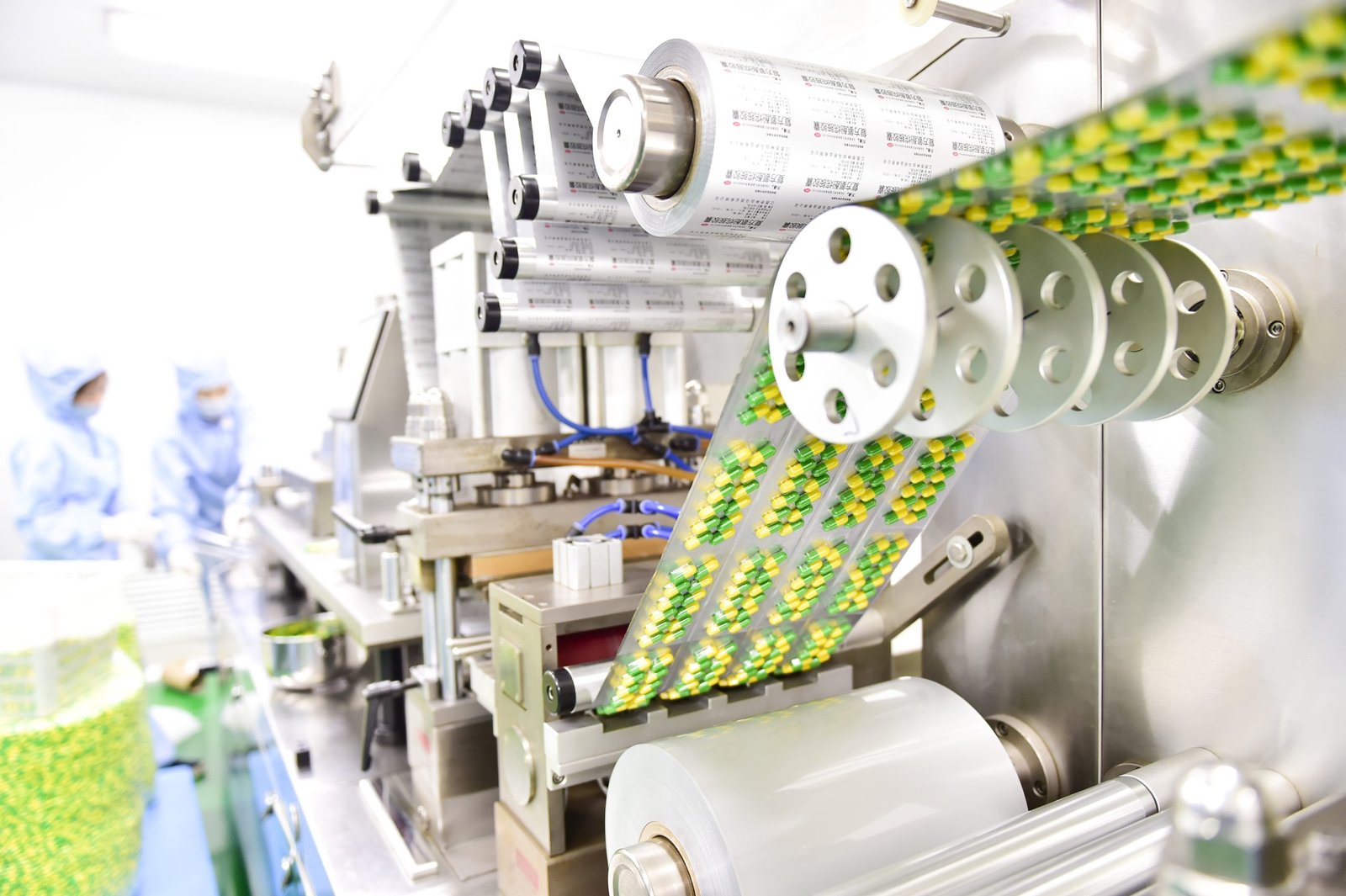
In modern pharmaceutical manufacturing, automated sorting has completed its transformation from “efficiency plugin” to “core compliance standard.” It’s not just a tool for boosting capacity—it’s the last line of defense in risk control. As global regulators tighten requirements for drug consistency, traditional manual sampling can no longer cover sporadic defects in large-scale continuous production. Automated systems ensure every capsule entering the packaging stage meets pharmacopeial standards through real-time, 100% inspection, directly defining a factory’s quality ceiling and operating margins.
Beyond Manual Inspection: Why Precision Sorting Is the Only Choice for Quality Compliance
Manual visual inspection is limited by eye fatigue and attention thresholds—industry data shows miss rates typically hover between 5% and 10%. Automated sorting systems leverage high-frequency machine vision and high-precision sensor arrays to achieve zero-latency response to production rhythms. By crushing defect rates from percentage levels down to below 0.1%, companies not only avoid potential occupational health risks but fundamentally eliminate batch recall costs caused by quality defects.
In today’s GMP audit environment, production records lacking automated data support can barely meet closed-loop compliance requirements.
Targeting Common Defects: Precise Capture of Empty Shells, Cracks, and Critical Weight Deviations
Physical defects common in capsule production—empty shells (no fill), poor nesting (telescoping), shell cracks, and minor weight drift (±2% or more)—are often hidden. Automated intelligent sorting systems use 360° imaging and gravity compensation algorithms to identify and physically reject these “unstable factors” within milliseconds. This precise control dramatically boosts effective line yield, especially when handling high-potency APIs where stringent fill weight sorting is the core technical safeguard for dosing safety.
Technology Comparison: Gravimetric vs Volumetric Sorting
In process selection, weight sorting and size sorting aren’t simple substitutes—they’re a strategic balance based on material properties and cost objectives.
Mechanical Size Sorters: The Efficiency Benchmark Chasing Maximum Throughput
Mechanical size sorting uses high-precision vibration tracks and continuous gap screening principles, with single-machine processing capacity breaking through 100,000 capsules/hour. This solution physically rejects diameter anomalies, deformations, or fragments through physical limiting, making it ideal for large-scale production of standardized hard capsules. Its advantage lies in robust structure and extremely short changeover cycles—typically achieving full equipment payback within 12 months through saved labor costs alone.
Weight Sorters: The Precision Peak for High-Sensitivity and High-Potency Drugs
For hormones, oncology drugs, and other sub-milligram precision potent medications, weight sorters are the only compliant choice. They employ advanced electromagnetic force restoration (EMFR) weighing principles, dynamically weighing each capsule with ultra-high resolution of ±0.5mg.
Sensor Technology: The Foundation of Sub-Milligram Precision
High-performance load cells combine high-speed sampling frequency with digital filtering algorithms to effectively filter background noise from production line vibrations. Paired with real-time PLC control systems, each data set generates a digital footprint—not only achieving 99.9% rejection accuracy but providing validation reports meeting data integrity requirements.
Hybrid Sorting Systems: The Future Solution for Multi-Product Flexible Production
Hybrid systems integrate a dual mode of “size pre-selection + weight precision screening,” with modular design allowing seamless switching between different specifications. This design effectively reduces downtime by about 20%—a core configuration for multi-dosage, multi-specification (CMO/CDMO) factories optimizing production scheduling.
Specification Compatibility and Complex Shell Processing Technology
High-performance sorting equipment must possess extreme engineering versatility to handle wide specification variations from size 000 to size 5 capsules while maintaining compatibility with novel biomaterials.
Quick-Change Design: Minimizing Production Line Downtime Losses
In modern lean manufacturing, changeover efficiency directly impacts OEE metrics. Advanced equipment adopts tool-free disassembly design, shortening mold switching and system calibration procedures to within 15 minutes.
This response speed is critical for modern pharmaceutical companies pursuing small-batch, multi-batch delivery.
Shell Physical Property Management: Static Elimination and Anti-Sticking Control
Gelatin capsules and HPMC vegetable capsules easily accumulate static electricity in low-humidity environments, causing sorting channel blockages or weighing fluctuations. Through built-in industrial-grade ionizing air bars and anti-static coatings, systems can control electrostatic potential within safe thresholds, ensuring fragile HPMC shells suffer no mechanical abrasion during sorting, with breakage rates controlled below 0.05%.
Full-Line Integration: Building an “In-Line” Automated Ecosystem
“Island-style” equipment is disappearing, replaced by deeply integrated fully automated production lines—this integration trend has boosted overall production efficiency by over 35%.
Integrated Polishing and Sorting: Process Optimization for Contamination Control
Integrating polishing/dedusting with automatic checkweighing at the same process node not only reduces secondary contamination risk during capsule transfer but optimizes workshop layout through vertical space utilization. Capsules enter the sorting path directly after polishing, ensuring sensor contact surface cleanliness and improving weighing stability.
Servo Drive and Filling Equipment Beat Synchronization
Using precise feedback from servo drive systems, sorters can achieve microsecond-level communication synchronization with upstream high-speed filling machines. When filling speed reaches 120,000 capsules/hour, sorting systems can dynamically adjust feeding frequency, ensuring no “bottleneck effect” exists in the production process.
Compliance Excellence: Meeting Stringent FDA and GMP Standards
Equipment engineering design excellence manifests not only in performance but in deep understanding of sterilization and data auditing.
Material Engineering: SS316L and FDA-Certified Polymers
All components contacting drugs are mandatorily made from SS316L medical-grade stainless steel, paired with laser welding processes ensuring surface roughness (Ra) compliance. Non-metallic components use polymers compliant with 21 CFR standards, ensuring no particle precipitation under long-term acid-alkali cleaning environments.
Validation Protocols: Full Lifecycle Support from IQ/OQ to PQ
Compliant equipment must come with complete validation documentation systems. IQ validation ensures physical compliance of hardware installation; OQ validation tests logical performance under extreme conditions; PQ validation requires maintaining ±0.1mg stability during continuous full-load production.
This is the key bargaining chip for passing regulatory agency fly-by inspections.
Economic Perspective: ROI Analysis of Automated Sorting
Automated sorting isn’t pure cost expenditure—it’s an asset investment with significant financial leverage.
Labor Structure Optimization and Total Cost of Ownership (TCO)
Despite high initial equipment investment (CAPEX), by reducing quality inspection labor costs by over 70%, most companies achieve break-even within the first production cycle (6-12 months). Additionally, reduced material loss from automated systems further optimizes marginal cost per unit product.
Risk Hedging: The “Firewall” for Brand Value and Recall Costs
A typical drug recall event involves direct financial losses often reaching millions, not to mention devastating blows to brand reputation. Automated sorting locks quality risk inside the factory, building an extremely solid brand moat for companies.
Preventive Maintenance and Fault Management SOP
IIoT-based maintenance models are replacing reactive repair.
- Real-time calibration mechanism: Systems automatically perform zero-point calibration based on preset cycles, responding to subtle drifts in environmental temperature and humidity.
- Condition monitoring: By monitoring current curves of actuators, systems predict wear status of pneumatic components, achieving “pre-fault handling” and extending MTBF (mean time between failures) beyond 5000 hours.
Conclusion
Future capsule sorting will no longer be limited to physical classification—it will evolve into a data terminal. Through AI vision algorithms’ deep learning of defect characteristics, systems will provide real-time feedback to upstream filling machines for process parameter correction, achieving true intelligent closed-loop manufacturing.
When evaluating global suppliers, companies should prioritize examining their digital integration capabilities and evolutionary space for future technical standards.