Thermoforming Blister Packaging Machines: The Ultimate Guide for Pharma Manufacturers
Introduction: Why Thermoforming is the Industry Standard for Pharmaceutical Packaging
In modern pharmaceutical packaging, thermoforming blister packaging technology has established an unshakable position as the industry benchmark. Its core advantages lie in achieving high production throughput, exceptional cost-effectiveness ratios, and extreme process flexibility. This technology not only handles conventional solid dosage forms—tablets and capsules—but also adapts to medical devices with complex geometries through customized tooling. For large pharmaceutical enterprises, thermoforming equipment supports extraordinarily high unit-per-hour output, crossing the “hundred million tablet” annual capacity threshold while maintaining minimal operating costs and material waste.
Impressive, right?
The Role of Thermoforming Blister Machines in Modern Production
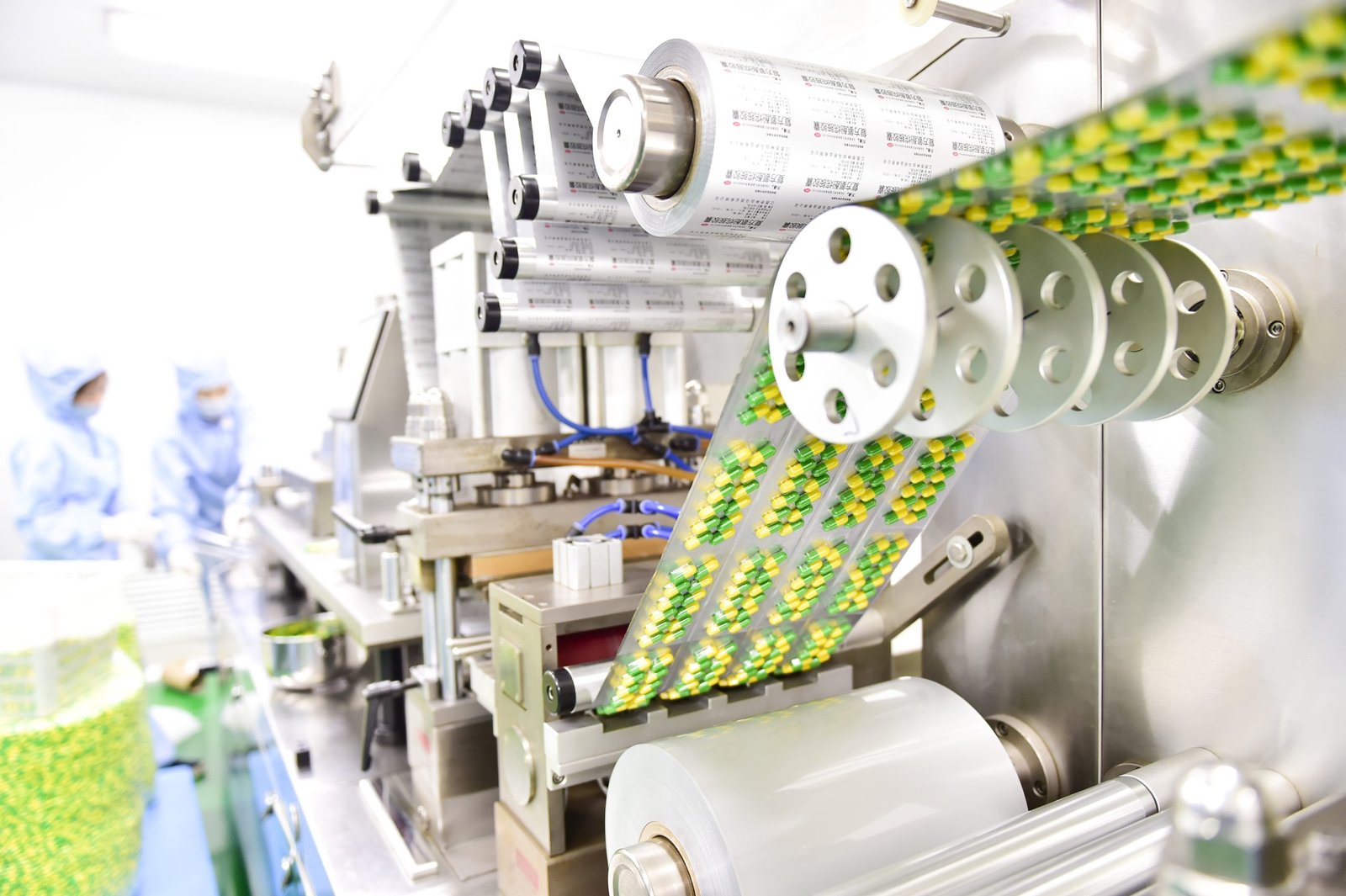
As the “heart” of modern pharmaceutical production lines, thermoforming blister machines integrate forming, filling, heat sealing, inspection, and cutting into a fully automated, one-stop process. From bottom film heating and softening to finished product output, the entire sequence completes within a controlled GMP environment, minimizing cross-contamination risks from human intervention. Compared to traditional bottling or manual packaging, thermoforming technology boosts production efficiency by over 30% through precision servo control systems and ensures traceability for every single dose via digital tracking technology. Its highly integrated nature makes it the preferred solution for mid-to-large pharmaceutical plants pursuing optimized OEE (Overall Equipment Effectiveness).
Can any other system match that level of integration?
Defining the Scope: Tablets, Capsules, and Medical Devices
Thermoforming applications span a broad spectrum from precision pharmaceutical dosage forms to high-risk medical devices. For tablets and capsules, the equipment ensures excellent physical support and moisture barrier protection during storage through precise cavity design. For irregularly shaped medical devices—syringes, catheters, or surgical consumables—thermoforming demonstrates strong customization potential, providing precise encapsulation protection through deep draw processes. While its physical characteristics don’t suit large-volume liquid packaging, it delivers a near-perfect balance of sealing integrity and easy-tear functionality in solid and semi-solid applications.
Technical Comparison: Thermoforming vs. Cold Forming Blister Packaging
When selecting packaging solutions, the thermoforming versus cold forming comparison becomes the core issue in balancing cost against protection. Thermoforming’s key competitive advantage lies in its extremely high return on investment (ROI), with production speeds typically 20% to 50% faster than cold forming. Because thermoforming uses transparent materials, it allows consumers to visually confirm product appearance directly, and its material utilization rate runs higher. Unless a product exhibits extreme sensitivity to moisture or light—requiring ALU/ALU packaging—thermoforming solutions offer more significant economic advantages in most commercial-scale production projects.
Material Differences: PVC/PET vs. ALU/ALU
Material science forms the core distinction between these two processes. Thermoforming primarily employs thermoplastic materials like PVC, PVDC, or PET, which exhibit excellent ductility and transparency after heating, at lower unit costs. In contrast, cold forming uses ALU/ALU (aluminum-aluminum composite film), which provides physical-limit-level barrier performance against light, oxygen, and moisture, but its material cost runs approximately 30% higher, and the forming process demands greater mold pressure. When making process decisions, pharmaceutical companies must evaluate drug stability data: unless dealing with extremely oxidation-prone or hydrolysis-sensitive varieties, thermoforming materials sufficiently provide protection meeting shelf-life requirements.
Process Mechanics: Heat-Softening vs. Mechanical Pressing
From a mechanical principle perspective, thermoforming uses heating plates to bring plastic sheet material to its softening point (Tg), then employs compressed air or vacuum to draw it into mold cavities. This “soften-first-then-form” logic reduces dependence on mechanical force, not only running faster but also featuring relatively lightweight mold structures. Cold forming relies entirely on mechanical punches forcibly stamping aluminum foil into molds, causing uneven material wall thickness and speed limitations.
Thermoforming’s continuity runs stronger, making it ideal for seamless synchronization with downstream high-speed cartoning machines.
Cost-Benefit Analysis: When to Choose Thermoforming for Higher ROI
From a financial dimension, thermoforming mold costs typically run only one-third of cold forming’s, and due to its higher production frequency, energy consumption and labor amortization per blister drop significantly lower. For mature varieties with annual demand exceeding 50 million tablets, thermoforming equipment typically achieves equipment payback within 6 to 12 months. Data shows that by optimizing thermoforming process parameters and material selection, enterprises can reduce total cost of ownership (TCO) by approximately 40% compared to cold forming solutions.
Key Technical Specifications and Performance Metrics
When evaluating thermoforming equipment performance, engineers must focus on forming precision, stroke frequency, and structural stability. These metrics directly determine production line final capacity and product qualification rates, avoiding high idle rates or high scrap rates from equipment selection errors.
Forming Depth and Area: Determining Product Compatibility
Forming depth (typically 10-50mm) and effective forming area (such as 400x300mm) serve as key measures of equipment compatibility. Larger forming areas mean more blisters per stroke, while depth determines whether large dosing devices or instruments can be processed. In deep draw applications (exceeding 30mm), auxiliary punch forming technology must be employed to prevent excessive material thinning at corners, ensuring packaging rupture strength meets standards.
Stroke Frequency and Output Capacity: Matching Your Production Scale
Stroke frequency (typically 15-60 strokes/minute) forms the core of capacity calculation. For large-scale production, equipment output can exceed 100,000 tablets per hour. This metric must strictly match the tempo of upstream feeding systems and downstream inspection systems.
Understanding Cycle Speed for High-Volume Manufacturing
In high-capacity production scenarios, microsecond-level cycle optimization becomes critical. Advanced models integrate high-performance servo drives, shortening forming cycles to 2-4 seconds per stroke. This high-frequency operation places extremely high demands on equipment dynamic balance and thermal control, ensuring that heat seal pressure remains consistent during extended continuous operation, avoiding leakage risks from speed fluctuations.
Flat Plate vs. Rotary Die: Which Structure Fits Your Process?
Equipment structures divide mainly into flat plate and rotary die types. Flat plate machines are renowned for uniform pressure distribution and simple, convenient mold changeover, making them ideal for small-batch, multi-specification R&D or contract manufacturing (CMO) enterprises. Rotary machines utilize rotating continuous sealing—while mold changeover costs run higher, they possess unmatched advantages in continuous high-speed production, with line speeds typically 30% higher or more.
Material Compatibility and Tooling Customization
Thermoforming technology’s flexibility manifests in its compatibility with multiple functional film materials. Through engineered mold customization, production line changeover time can be shortened by over 50%, dramatically enhancing flexibility for multi-variety mixed production.
Compatible Films: PVC, PVDC, PET, and Sustainable Alternatives
Mainstream materials include standard PVC (thickness 0.2-0.5mm) and PVDC with medium-to-high barrier capabilities. As environmental regulations tighten, utilization rates of PET and bio-based sustainable materials are rising. For medical devices requiring gamma ray sterilization, PETG material has become irreplaceable due to its exceptional toughness and deep draw performance.
The Engineering of Blister Machine Tooling and Molds
Blister mold engineering design embodies precision manufacturing. Typically employing aerospace-grade aluminum alloy or hardened stainless steel, supplemented by CNC precision machining, mold lifespan can withstand over one million stamping cycles. After integrating photoelectric registration systems, forming and heat sealing alignment precision can be controlled within ±0.1mm, ensuring packaging aesthetics and functional integrity.
Optimizing Mold Changeover Time for Multi-Product Lines
In multi-variety production, changeover efficiency forms the core of competitiveness. By adopting tool-free quick-lock systems and one-touch parameter recall functions, changeover time can be compressed to under 15 minutes. This rapid switching capability boosts enterprise production flexibility by approximately 40%, enabling more confident responses to short-turnaround order demands.
Downstream Integration: Building an Automated Packaging Line
Isolated blister machines can no longer satisfy modern demands. By integrating downstream automation modules to construct closed-loop production lines, full-line scrap rates can be reduced to below 0.1%, significantly enhancing resource utilization.
Synchronizing with Automatic Cartoning Machines
Through bus protocols (such as EtherCAT), blister machines and automatic cartoning machines achieve microsecond-level synchronization. PLC systems calculate front-end output tempo in real time, dynamically adjusting cartoner pusher speed, eliminating material accumulation or empty box risks—overall line speed can increase by around 20%.
Vision Inspection Systems: Ensuring Blister Integrity
Advanced online vision systems serve as quality control’s “eagle eye.” They capture empty cavities, damage, tablet defects, or color anomalies during high-speed operation, with recognition accuracy reaching 99.99%. Paired with pneumatic or servo rejection devices, systems can precisely remove defective products in real time, ensuring every blister card entering packaging boxes is flawless.
Online Printing and Batch Coding Solutions
Online coding systems (TIJ inkjet or laser marking) achieve real-time synchronization of batch numbers, production dates, and GS1 tracking codes. All codes undergo visual verification, ensuring compliance with pharmaceutical regulations (such as EU FMD or US DSCSA), with printing speeds maintaining perfect alignment with main production lines.
Regulatory Compliance and Quality Assurance (QA)
In the pharmaceutical industry, compliance is an insurmountable baseline. Equipment design meeting GMP and CE standards serves as the entry ticket to international markets.
Meeting GMP and CE Certification Standards
Equipment must employ non-reactive materials like 316L stainless steel, with surface roughness meeting easy-clean requirements. Mechanical structures should follow “no dead corner” design principles to prevent material accumulation and bacterial growth. All electrical systems must meet CE safety standards and possess emergency stop and interlock protection functions.
Data Integrity and 21 CFR Part 11 Compliance
Digital-era audit trail requirements demand systems possess electronic record and electronic signature capabilities. Equipment must comply with US FDA 21 CFR Part 11 protocols, recording every parameter modification, alarm, and operation log, ensuring data remains unalterable and maintains integrity, providing reliable support for subsequent quality audits.
Validation Protocols: IQ, OQ, and PQ for Pharmaceutical Equipment
New equipment must undergo rigorous validation lifecycles before going online. IQ (Installation Qualification) ensures physical installation meets design specifications; OQ (Operational Qualification) tests equipment stability under extreme loads; PQ (Performance Qualification) verifies its performance in actual material production. Complete validation documentation (VMP) serves as key evidence for FDA or EMA audits.
Maintenance and Troubleshooting for Thermoforming Processes
Scientific preventive maintenance plans can extend equipment service life by over 2x and control unplanned downtime rates below 1%.
Common Issues: Poor Forming, Improper Sealing, and Film Stretching
For poor forming, precisely calibrate heating plate temperature (typically 160-180°C); for insufficient seal strength, check heat seal pressure (recommended above 2bar) and mold surface cleanliness. For discoloration or rupture from excessive material stretching, optimize preheating time or switch to more ductile film materials.
Preventive Maintenance Schedule for Long-Term Reliability
Maintenance protocols should include: weekly cleaning of heating components to prevent coking; monthly lubrication of critical bearings and guide rails; annual mold wear assessment. By introducing predictive maintenance technology monitoring motor current fluctuations, equipment mean time between failures (MTBF) can be elevated above 100,000 hours.
Conclusion
Choosing the right equipment supplier is a strategic investment, directly related to capacity release and cost reduction.
Key Questions to Ask Your Equipment Supplier
During the bidding phase, focus on examining: What is the equipment’s actual mold changeover time? Does it have case studies handling complex film materials (such as Aclar or PETG)? Can it provide complete IQ/OQ validation suites? Does it support remote fault diagnosis based on Industrial IoT (IIoT)? And proof of actual operating energy efficiency at target capacity?
Future Trends: Eco-friendly Materials and Smart Manufacturing
Looking ahead, thermoforming technology will evolve in two major directions: first, material sustainability—bio-based and recyclable monomer materials will replace traditional composite films; second, intelligence—”smart factory” models integrating AI vision and IoT technology will achieve predictive maintenance and self-correction, with production line speeds potentially increasing by another 50% or more.